Turbine Oil Analysis
Turbine oil cannot afford to fail — it protects one of the most critical assets in industry.

Why turbine oil analysis matters
Turbines are the heart of energy production, process industry and power plants. They often run continuously for extended periods without a maintenance shutdown, under extreme temperatures and pressures. Turbine oil simultaneously lubricates, cools and protects bearings, seals and control systems. When oil performance deteriorates, the consequences can be significant — and fast-moving. Unless better continuous monitoring is in place, regular turbine oil analysis is the next best way to track the condition of both the machine and the oil without taking the equipment offline.
Turbine oil is put under enormous stress as a lubricant: it is continuously exposed to high temperatures, the effects of air and moisture, and electrical phenomena — and yet with proper maintenance it can remain in service for decades, sometimes longer.
Early detection of deviating trends is critical in turbine oil monitoring. Typical problems that analysis flags in advance:
Oxidation and ageing — oil oxidises and ages in air contact at high temperatures, forming degradation products including insoluble resins and sludge that cause damage by blocking lubrication channels and filters, etc.
Water ingress — in steam turbine applications, steam condensation and cooler leaks into the oil system are constant risks. Water is above all a poor lubricant, but even in small concentrations it accelerates corrosion and dramatically shortens oil service life
Air entrainment and foaming — reduces the load-carrying capacity of the oil film in bearings and causes malfunctions in pumps
Bearing damage — rising iron, copper and chromium content in oil signals wear of bearings or other sliding surfaces
Additive depletion — antioxidants, rust inhibitors and demulsifiers may deplete in service
In steam turbines, gas turbines and hydropower plants in particular, an oil change is an expensive and complex operation — maintaining turbine oil condition is a cost-effective way to reduce effort and cost.

What does turbine oil analysis measure?
The scope of analysis varies depending on the application and system criticality. A typical turbine oil analysis covers:
Oil chemical condition
Viscosity (+40 °C and +100 °C)
Viscosity index
Total acid number (TAN)
Oxidation (FTIR)
Antioxidant concentration
Air release capability
Cleanliness and contamination
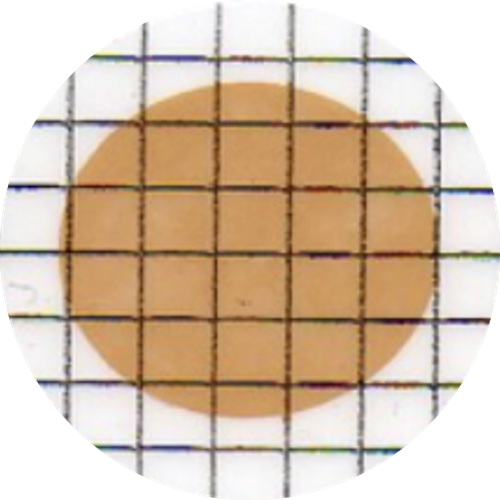
Cleanliness class (ISO 4406)
Particle count and distribution
Cleanliness analysis — particle types
Water content
System wear
Wear metal concentrations (iron, copper, silver, etc.)
Total ferromagnetic particle count
Cleanliness analysis — particle shape and colour
Performance
Air release and foaming tendency
Water separation capability
Foaming (seq I–III)
RPVOT
For an extended turbine oil analysis approximately 2,000 ml of sample may be required — this should be taken into account when planning sampling.
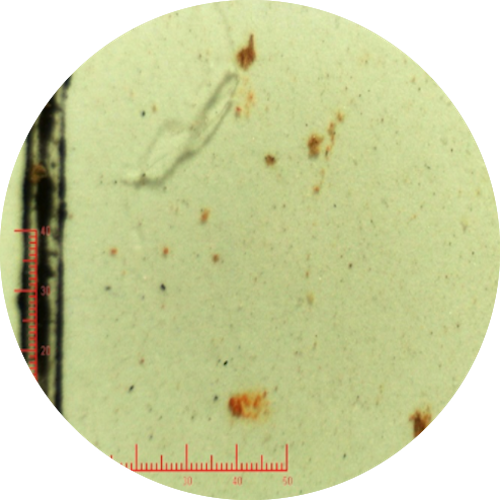
Microscopy-based cleanliness report — more than just numbers
In turbine systems, oil system varnishing and resinous residues pose a particular challenge to automated particle counting — degradation products are predominantly below 4 microns in size and therefore invisible to particle counters.
We always include a microscopy-based cleanliness report as part of the oil analysis, because only this can reliably identify:
Particle type and origin — metal, resin, fibrous material or external contamination
Whether the finding represents normal service residue or a sign of a system problem
The stage of degradation and varnishing (lacquering) development
In turbine systems this information is particularly valuable: resin formation and varnishing can progress for a long time without clear signs before causing control system malfunctions or a direct bearing failure.

When should turbine oil analysis be carried out?
Analysis is particularly useful in the following situations:
Systematic monitoring programme — regular analysis is recommended for turbines on a usage hour or calendar-based programme; more frequently for critical applications
Before a planned maintenance shutdown — analysis results allow maintenance resources to be directed to critical points
After an oil change — verify the quality of the new oil and establish a reference for future analyses
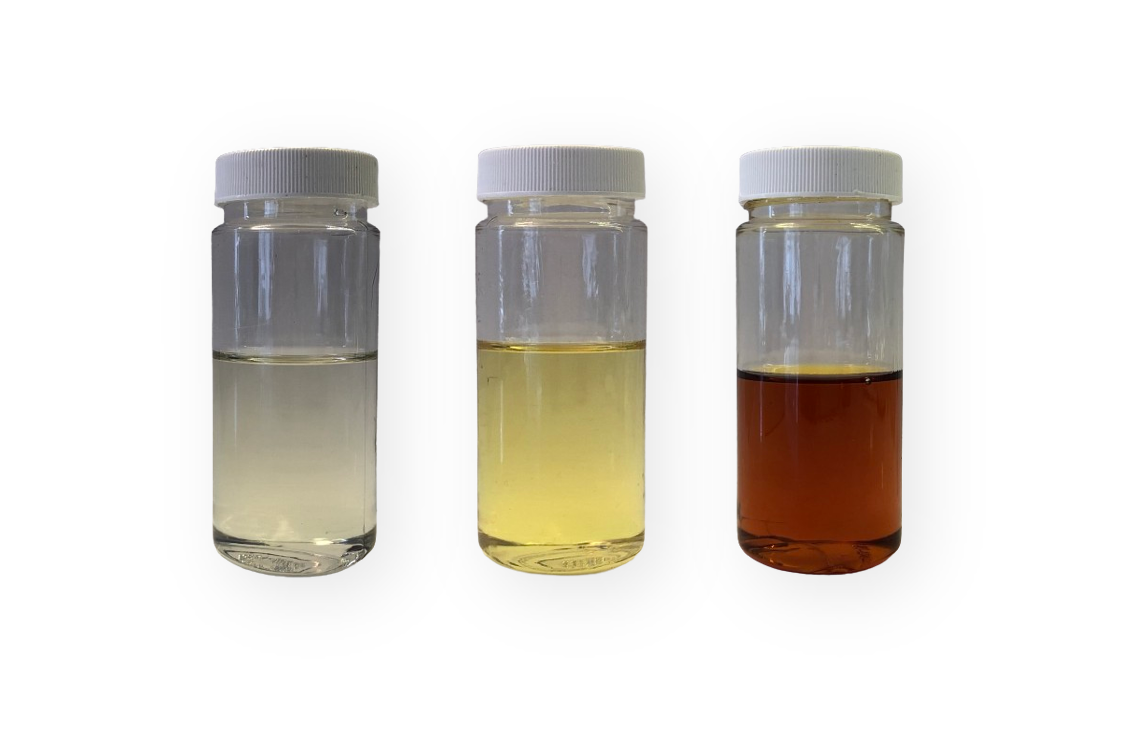
Abnormal situation — unusual temperature, vibration, pressure loss or change in oil colour and odour; analysis identifies the root cause
Oil maintenance needs assessment — when maintenance resources are tight, unnecessary oil changes can be reduced and condition-based maintenance performed only when needed
Sampling — a correctly taken sample is half the analysis
In turbine systems, samples must always be taken from the system at operating temperature during operation — a sample taken from a stopped or cooling turbine does not represent the oil condition under operating conditions.
In practice:
Sampling point: pressurised line before line filtration or a dedicated sampling valve before the return filter
Sample volume: 200–300 ml for basic analysis; approximately 2,000 ml for extended turbine analysis
Equipment: clean sample bottle and closed sampling valve or vacuum pump
Sampling location: always sample from the same point using the same method — trend monitoring loses its value if the sampling approach varies
Fluid Eye® – turbine oil analysis as part of digital data management
A single analysis tells you the situation today. Fluid Eye® tells you which direction things are heading.
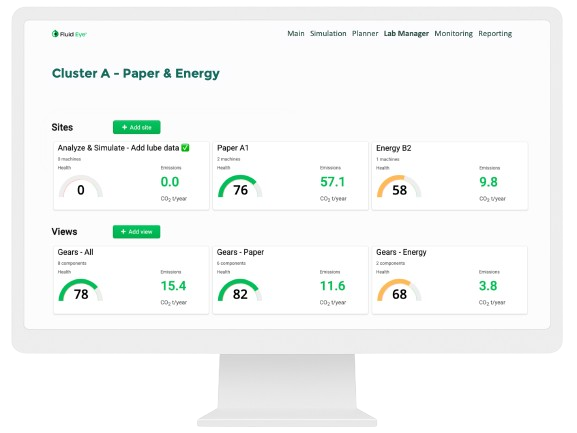
When turbine oil analysis results are connected to the Fluid Eye® platform, you get for every turbine and oil system:
Health Score — instant view of condition without going through reports
Trend tracking — TAN, antioxidant concentration and wear metal development over time
Automatic action recommendations — results drive you directly to the right action
Full asset fleet view — all turbines and critical assets in one view, from machine or plant level to group level
The long oil change cycles and high downtime costs of turbine applications make trend monitoring especially valuable: a change shows in the data long before it shows in the equipment — and in the most critical applications, laboratory analysis complements real-time condition monitoring for a comprehensive monitoring model.
"Oil condition management is a reliable way to ensure stable and uninterrupted operations."
Markus Lehti, Maintenance Engineer, Keravan Lämpövoima
Want to know which analysis suits your turbine systems?
Turbine application needs vary significantly — steam turbine, gas turbine and hydropower are each their own environment. Talk to one of our specialists and we will find the right analysis model for you.
Oil Analysis Is Part of a Broader Condition Management Strategy
Oil analysis provides valuable insight into lubricant condition and wear, but the real value is achieved when analysis data is combined with real-time condition monitoring and lubrication optimization.